Cuando una hoja de sierra cinta dura menos de lo esperado, la reacción más común es comparar precios. El problema es que en producción la métrica que realmente pesa no es el precio de la hoja, sino el costo por corte. Starrett lo plantea así de claro: una hoja que dura más y mantiene un buen acabado reduce el costo por corte y aumenta la productividad, porque lo que más penaliza es el tiempo perdido en cambios, ajuste y retrabajo.
1. Antes de elegir marca, define la aplicación
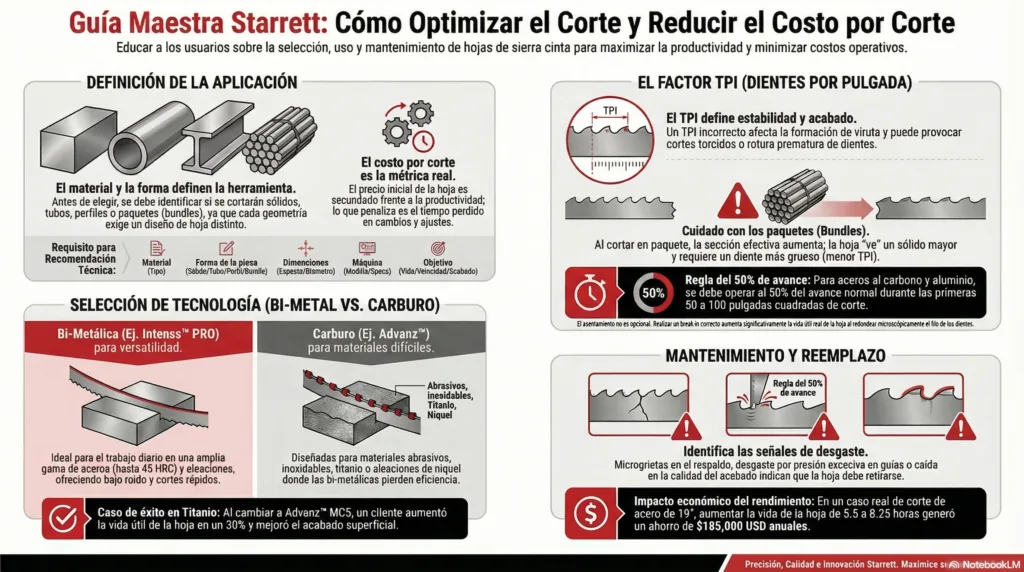
La selección correcta empieza por el material, la forma de la pieza y el objetivo de producción. Starrett separa soluciones por tipo de trabajo: hojas para tubos y perfiles, para producción, para bi-metal y para carbide tipped, con diferentes niveles de desempeño y costo por corte. En general, las hojas bi-metálicas cubren muy bien el trabajo diario y la producción intensiva en una amplia gama de aceros y aleaciones, mientras que las carbide tipped entran cuando el material ya es difícil de mecanizar o cuando la meta es sostener productividad alta en materiales abrasivos, inoxidables, aleaciones de níquel, titanio o aceros de alta aleación.
2. Bimetálica o carburo: la decisión que cambia el proceso
Para producción general, Starrett describe Intenss PRO como una bi-metálica con diente de paso variable y ángulo de ataque positivo, orientada a buena penetración, evacuación de viruta, bajo ruido, mejor acabado y cortes más rápidos y rectos; la recomienda para aceros hasta 45 HRC, inoxidables, aceros herramienta, aleaciones base níquel y no ferrosos. En cambio, cuando el material ya supera lo razonable para una bi-metálica, Advanz TS y otras familias carbide tipped están pensadas para materiales que las bi-metálicas ya no pueden cortar con eficiencia, con beneficios de menor tiempo de corte, mejor acabado y excelente costo por corte en producción.
Una prueba de valor MOFU muy fuerte de Starrett aparece en su artículo sobre hojas carbide tipped: un cliente que cortaba principalmente titanio tenía problemas de hoja “apagada”, cortes torcidos y acabado pobre; al cambiar a una Advanz MC5, la vida de hoja aumentó aproximadamente 30% y el acabado mejoró, manteniendo una tasa alta de producción.
3. TPI: si lo eliges mal, pagas en velocidad, acabado y vida útil
En sierras cinta, el TPI no es un detalle: define la estabilidad del corte, el tamaño de viruta y la forma en que la hoja entra y sale del material. Starrett muestra que en tubo y perfil la selección cambia según el espesor de pared y según si cortas una pieza o un paquete. Un ejemplo que da la marca: una tubería cuadrada de 4″ con pared de 1/4″ puede funcionar con hojas 4/6, 5/8 o 6/10, pero si se corta en un paquete de 4 por 4 piezas, la sección efectiva aumenta y la pared “equivale” a 1/2″, por lo que un diente más grueso, como 4/6 o 3/4, ofrece una mejor tasa de corte. En otras palabras: en bundles, la hoja “ve” un sólido mayor al que imaginabas.
4. El break-in no es opcional si quieres vida útil real
Uno de los errores más caros en planta es omitir el break-in. Starrett explica que prácticamente todos los fabricantes coinciden en que una hoja correctamente asentada tendrá una vida útil significativamente mayor. El procedimiento no implica bajar velocidad de superficie; la recomendación es mantener el SFPM normal y reducir la presión de avance durante las primeras 25 a 100 pulgadas cuadradas de corte. Para materiales blandos como acero al carbono y aluminio, Starrett recomienda trabajar a 50% del avance normal en las primeras 50 a 100 pulgadas cuadradas y luego subir gradualmente a 100%. Ese tiempo extra inicial se recupera con creces en vida útil y mejor acabado superficial.
5. Señales claras de que tu hoja ya debe salir de la máquina
Seguir usando una hoja cuando ya cruzó su punto útil es contraproducente. Starrett enumera señales claras: microgrietas o fracturas en el respaldo, desgaste por preload excesivo en las guías, caída visible en la calidad del corte y condiciones anormales en la hoja o en la superficie cortada. También recuerda que velocidad de hoja, presión de avance y feed rate deben mantenerse en balance para el material cortado; cuando ese equilibrio se rompe, la vida útil cae y el corte deja de ser consistente.
6. El dato que cambia la conversación: de 5.5 a 8.25 horas por hoja
Starrett documenta un caso real en corte de acero redondo de 19″ donde, manteniendo los mismos parámetros de 121 ft/min, se midió un aumento de vida de hoja de 5.5 a 8.25 horas. Cuando sumaron menos cambios de hoja, más duración y menor costo relativo, el resultado fue un ahorro documentado de USD 185,000 al año. Ese ejemplo es exactamente el tipo de evidencia que un comprador técnico necesita en la etapa de consideración: no una promesa, sino una lógica de mejora demostrable.
Conclusión
Si hoy la discusión en tu operación sigue centrada en “qué hoja cuesta menos”, probablemente estás viendo solo una parte del problema. Elegir bien entre bi-metálica y carburo, ajustar el TPI según pieza o bundle, hacer break-in correctamente y retirar la hoja cuando ya dio su vida útil son decisiones que impactan directo en productividad, acabado y costo por corte. Starrett destaca precisamente ahí: no solo vende hoja, sino criterio técnico para tomar una mejor decisión.
¿Quieres una recomendación técnica para tu corte?
Envíanos: material + forma de pieza (sólido, tubo, perfil o bundle) + espesor/pared + máquina + objetivo (vida, velocidad o acabado) y te orientamos sobre la hoja y el paso más conveniente.