
Para evitar fugas con silicón en metal: limpia/desengrasa, aplica un cordón con espesor controlado, respeta el tiempo de curado real y elige la formulación adecuada según temperatura, vibración y tipo de junta.
Si tu sellado falla, casi nunca es por “mala suerte”
En metalmecánica y manufactura, un sellado con silicón falla por tres razones repetidas:
- Superficie contaminada (aceites de corte, anticorrosivo, polvo)
- Aplicación incorrecta (cordón mal diseñado o mal comprimido)
- Curado subestimado (se monta/arranca antes de tiempo)
Este artículo está pensado para quien ya usa silicones y ahora necesita criterio técnico para seleccionar el Silicón HECORT correcto y aplicarlo sin retrabajos.
1) Elige el Silicón HECORT según tu aplicación (no “uno para todo”)
En planta, el silicón correcto depende de qué está pasando en la junta:
A) Sellado contra fugas en tapas, bridas y uniones metálicas
- Prioriza adhesión a metal, flexibilidad y resistencia a vibración.
- Si hay ciclos térmicos, busca una formulación diseñada para soportar expansión/contracción.
B) Sellado con temperatura elevada o proximidad a calor
- Prioriza formulaciones con resistencia térmica adecuada a tu proceso.
- El error típico aquí es usar un sellador general y exigirle condiciones de alta temperatura.
C) Uniones expuestas a humedad, limpieza o intemperie
- Prioriza resistencia ambiental y estabilidad del sello.
Tip : si el costo de una fuga es alto (paros, retrabajo, rechazo), conviene elegir la formulación correcta desde el inicio y no “probar al azar”.
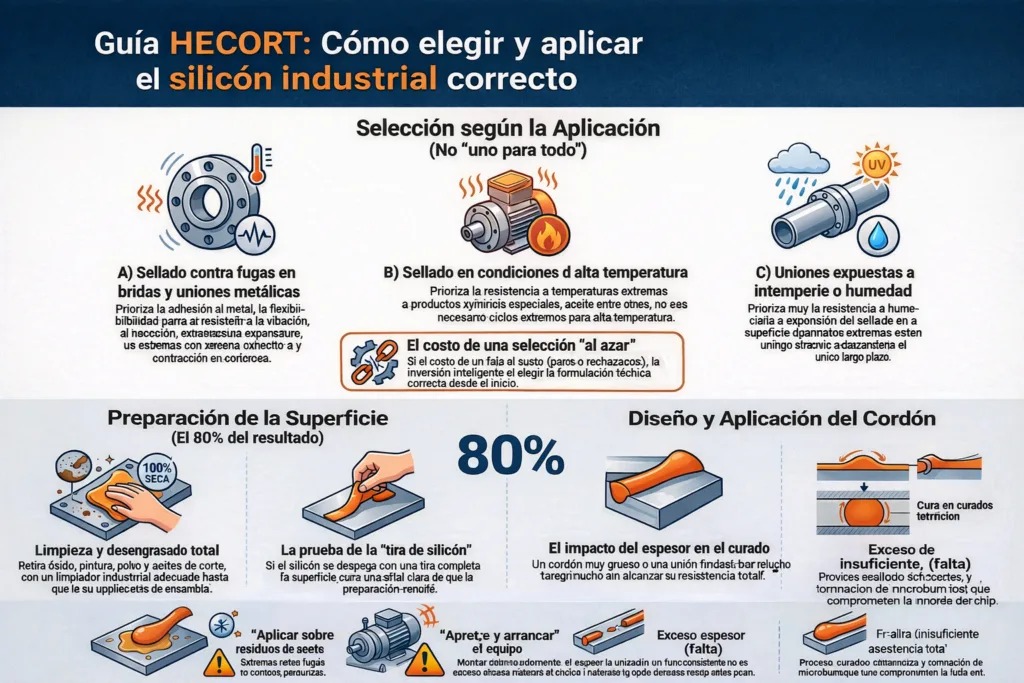
2) Preparación de superficie: el 80% del resultado
El problema #1 en sellado industrial no es el silicón: es la contaminación.
Checklist práctico en metal:
- Retira polvo, óxido suelto y pintura floja.
- Desengrasa (aceites/anticorrosivos) con un limpiador industrial adecuado.
- Deja secar al 100%.
- Evita tocar la zona con manos con grasa antes de aplicar.
Señal de alerta: si el silicón “se despega en tira” al día siguiente, suele ser preparación deficiente.
3) Curado real: no es inmediato (y el espesor manda)
Muchos silicones curan desde afuera hacia adentro. Eso significa que:
- Cordón delgado: cura más rápido
- Cordón grueso o unión confinada: cura más lento
Error común en planta: montar o presurizar antes de curado → sellado “aparenta” estar bien y falla después.
Regla práctica: define el espesor del cordón, planifica el tiempo de espera y evita arrancar el equipo antes del curado real.
4) Diseño del cordón: lo que separa un sellado confiable de uno “inestable”
Un cordón efectivo tiene 3 características:
- Continuo (sin cortes)
- Espesor controlado (no exceso)
- Compresión consistente al ensamblar
Errores frecuentes:
- Cordón excesivo (no cura como esperas, se exprime y contamina)
- Cordón insuficiente (no sella, deja microcanales)
- Cordón discontinuo (fugas por puntos débiles)
5) 5 errores que causan fugas y retrabajo (y cómo corregirlos)
- Aplicar sobre aceite → desengrasar y secar antes
- “Apretar y arrancar” → respetar curado
- Cordón grueso sin control → estandarizar espesor
- Sin continuidad → aplicar sin cortes y con patrón estable
- Elegir “el mismo silicón para todo” → seleccionar por temperatura, vibración y junta
¿Quieres que te recomendemos el Silicón HECORT correcto para tu aplicación?
Envíanos estos 5 datos y te decimos cuál usar y cómo aplicarlo:
sustrato (metal, metal pintado, aluminio, etc.)
tipo de junta (brida, tapa, canal, unión confinada)
ambiente/temperatura (interior, humedad, químicos, calor)
espesor estimado del cordón
prioridad (sellado inmediato, flexibilidad, temperatura, resistencia)
 Cómo elegir la hoja de sierra cinta correcta y evitar cortes desviados (Guía para metalmecánica)
Cómo elegir la hoja de sierra cinta correcta y evitar cortes desviados (Guía para metalmecánica)