Si tu sierra cinta corta chueco o rompe hojas, casi nunca es “la máquina”
En metalmecánica y manufactura, las fallas más comunes en sierra cinta suelen venir de tres decisiones:
- Tipo de hoja (bimetálica vs carburo)
- Paso / TPI (dientes por pulgada) y si es variable
- Parámetros y ajuste (tensión, guías, break-in, refrigerante)
Esta guía está pensada para quien ya usa sierras cinta y ahora necesita criterio técnico para elegir mejor y reducir costo por corte.
1) Elige el tipo de hoja según tu objetivo (no solo por “material”)
Bimetálica (ej. M42):
- La opción “todoterreno” para aceros al carbono, estructurales, perfiles, tubos y trabajos mixtos.
- Excelente relación costo/vida útil para producción general.
Carburo:
- Cuando necesitas máxima vida en materiales difíciles (aceros aleados, endurecidos, alta producción, cortes donde se calienta mucho).
- Tiene mayor inversión inicial, pero puede bajar el costo por corte si tu aplicación es exigente.
Regla MOFU (decisión lógica):
Si tu problema es variabilidad (desviación/rotura), primero corrige selección + ajuste. Si tu problema es material muy demandante, evalúa subir a carburo.
2) TPI: la causa #1 de dientes arrancados o cortes lentos
El TPI determina el tamaño de viruta y la estabilidad del corte.
Regla práctica clave:
Busca que haya mínimo 3 dientes trabajando al mismo tiempo sobre el espesor.
Guía rápida por espesor (referencia práctica)
- Lámina / pared delgada (1–3 mm): TPI alto (14–24)
- Espesor medio (4–10 mm): TPI medio (8–14)
- Espesor grueso (10–25+ mm): TPI bajo (2–6)
¿Cortas tubo/perfil?
En perfiles, el TPI se elige por el espesor de pared, no por el diámetro total.
3) ¿Paso variable? Sí, si tu corte vibra o “canta”
Si tienes vibración, ruido o marcas de chatter, una hoja de paso variable ayuda a:
- reducir resonancia
- estabilizar el corte
- mejorar rectitud en perfiles y paquetes
4) Break-in: el “secreto” para que la hoja dure más
Muchas hojas mueren en la primera hora por no hacer break-in.
Procedimiento simple:
- Primeros cortes: usa la misma velocidad, pero baja el avance (alimentación) a un nivel conservador.
- Después sube gradualmente al régimen normal.
Esto evita microfracturas tempranas y dientes “pelados”.
5) Ajustes que impactan directo la rectitud del corte
Checklist rápido (si se desvía):
- ¿Guías demasiado abiertas o gastadas?
- ¿Tensión insuficiente?
- ¿Material mal sujeto (vibra)?
- ¿Refrigerante pobre o inexistente (calienta y tuerce)?
- ¿Viruta mal evacuada (se atora y empuja la hoja)?
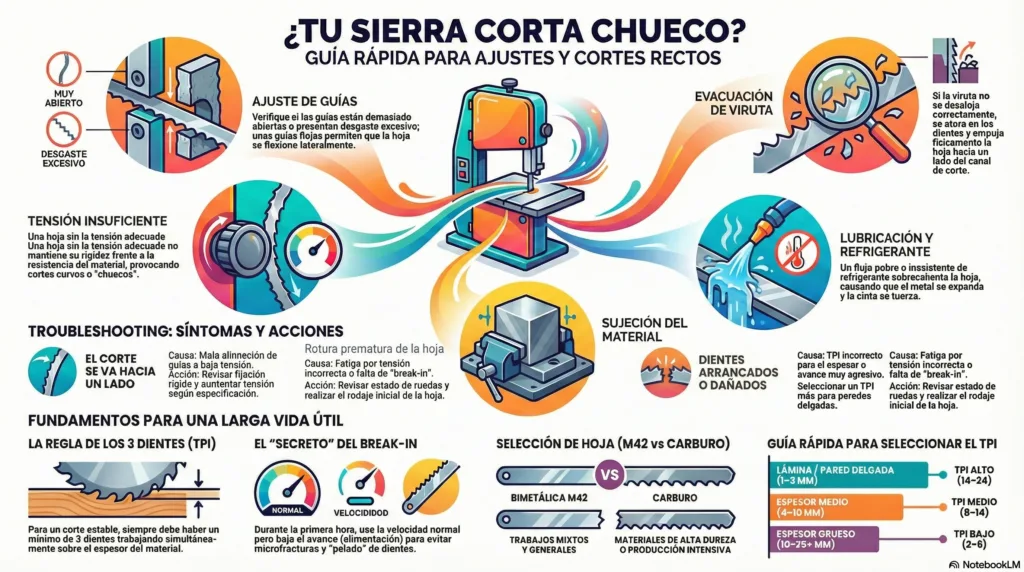
Troubleshooting: síntoma → causa probable → acción
Corte se va hacia un lado
- Causa: guías, tensión o sujeción
- Acción: revisar alineación/guías, aumentar tensión dentro de especificación, fijación rígida
Dientes arrancados
- Causa: TPI incorrecto o avance agresivo
- Acción: subir TPI para pared delgada o bajar avance
Hoja se rompe antes de tiempo
- Causa: fatiga por tensión incorrecta, ruedas/guías, vibración
- Acción: revisar tensión, condición de ruedas, guías, break-in
CTA (MOFU)
¿Quieres la hoja correcta a la primera?
Envíanos estos 5 datos y te recomendamos hoja + TPI + tipo para tu aplicación:
- material
- espesor o pared
- perfil (placa/tubo/perfil/paquetes)
- modelo de máquina / ancho de hoja
- objetivo (velocidad, acabado o vida útil)
 Desbaste inteligente: discos laminados tipo 29 con zirconio para mayor rendimiento
Desbaste inteligente: discos laminados tipo 29 con zirconio para mayor rendimiento