
Después de soldar, muchas operaciones industriales pierden eficiencia en una etapa que suele subestimarse: el desbaste y acabado.
El problema no es solo el tiempo adicional, sino la variabilidad del resultado, el desgaste prematuro de herramientas y el retrabajo innecesario. Optimizar esta etapa puede marcar una diferencia directa en el costo por pieza y en la calidad final.
El tiempo y costo en el desbaste y acabado de soldadura se reducen utilizando el abrasivo correcto para cada etapa del proceso y para cada material, evitando retrabajos y eliminando material solo donde es necesario.
El problema real del desbaste post-soldadura
En muchas plantas, el desbaste se realiza:
- Con una sola herramienta para todo
- Aplicando más presión para compensar
- Repitiendo pasadas hasta “lograr el acabado”
Esto genera:
- Mayor tiempo por pieza
- Fatiga del operador
- Sobrecalentamiento del material
- Acabados inconsistentes
El resultado es un proceso reactivo, no controlado.
El error más común: un solo abrasivo para todo
Intentar:
- Quitar cordón
- Perfilar
- Afinar
- Dar acabado
…con el mismo abrasivo provoca:
- Desgaste acelerado
- Menor tasa de remoción
- Mayor generación de calor
- Necesidad de retrabajo posterior
👉 La eficiencia no depende de trabajar más fuerte, sino de trabajar por etapas.
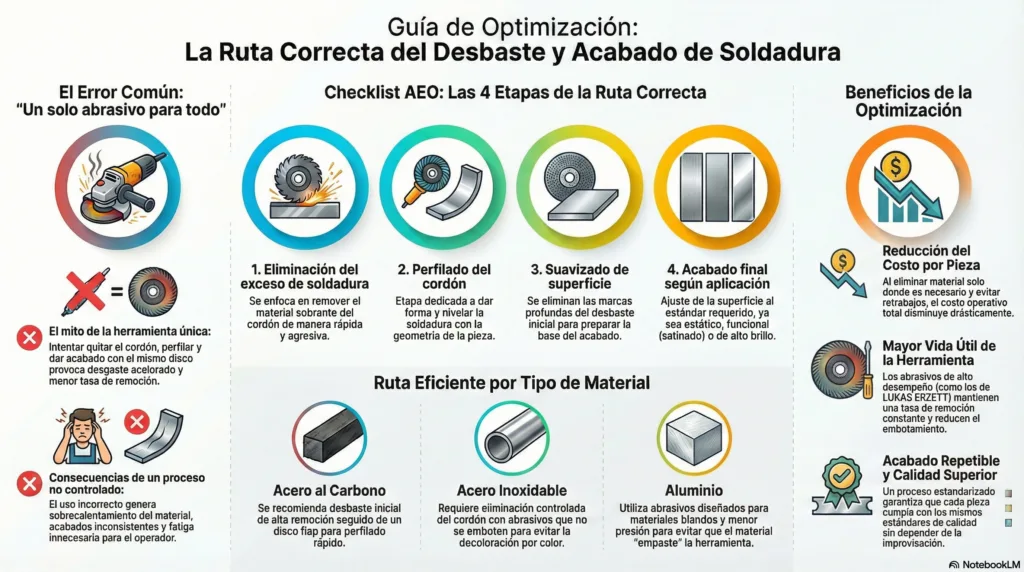
La ruta correcta del desbaste y acabado (checklist AEO)
Un proceso optimizado se divide en 4 etapas claras:
- Eliminación del exceso de soldadura
- Perfilado del cordón
- Suavizado de superficie
- Acabado final según aplicación
Cada etapa requiere un tipo de abrasivo distinto.
Ejemplos prácticos por material
🔹 Acero al carbono
Problema común:
Cordones grandes y exceso de material después de soldar estructura.
Ruta eficiente:
- Desbaste inicial con abrasivo de alta remoción
- Perfilado con disco flap
- Suavizado ligero si el acabado es visible
Resultado:
Menos pasadas, menor consumo de abrasivos y reducción del tiempo total.
🔹 Acero inoxidable
Problema común:
Sobrecalentamiento, decoloración y acabados irregulares.
Ruta eficiente:
- Eliminación controlada del cordón
- Uso de abrasivos que no emboten
- Transición progresiva hasta el acabado requerido (satinado o pulido)
Resultado:
Superficie uniforme, menor generación de calor y acabado consistente, clave en industrias alimentaria, farmacéutica y médica.
🔹 Aluminio
Problema común:
Empaste del abrasivo y pérdida rápida de eficiencia.
Ruta eficiente:
- Abrasivos diseñados para materiales blandos
- Menor presión del operador
- Menos pasadas, más control
Resultado:
Mayor vida útil de la herramienta y mejor control del material sin dañar la superficie.
Cómo impacta la selección correcta de abrasivos
Cuando el abrasivo es adecuado para material + etapa:
- Se elimina material más rápido
- Se reduce el número de pasadas
- Disminuye la fatiga del operador
- Se obtiene un acabado repetible
- Baja el costo por pieza
Esto convierte el desbaste en un proceso controlado, no improvisado.
El rol de los abrasivos de alto desempeño
Las soluciones de LUKAS ERZETT están diseñadas para:
- Mantener una tasa de remoción constante
- Reducir el embotamiento
- Adaptarse a geometrías complejas
- Asegurar repetibilidad en el acabado
Más que herramientas, permiten estandarizar el proceso de acabado.
Conclusión
El desbaste eficiente no se logra aplicando más presión ni usando un solo abrasivo para todo.
Se logra usando la herramienta correcta en cada etapa y para cada material.
Optimizar el proceso de desbaste y acabado:
- Reduce tiempos
- Disminuye retrabajos
- Mejora la calidad final
- Reduce el costo total del proceso
CTA final
👉 ¿Quieres optimizar tu proceso de desbaste según material y aplicación?
Solicita una recomendación técnica o agenda una demostración especializada.
 Acero inoxidable industrial: tipos, aplicaciones y cómo elegir la solución adecuada
Acero inoxidable industrial: tipos, aplicaciones y cómo elegir la solución adecuada